3DEXPERIENCE CATIA Composite Design is an advanced, collaborative, and highly integrated engineering solution designed to manage the complexity of modern composite structures used across aerospace, automotive, marine, defence, energy, and high-performance industrial applications. Unlike conventional metallic parts, composite materials are engineered from multiple stacked plies with different orientations, materials, and thicknesses, where overall structural performance depends significantly on fiber direction, laminate sequence, and draping behaviour. The 3DEXPERIENCE platform elevates this capability further by providing a unified digital environment that connects design, simulation, manufacturing, and data management, ensuring composite development is accurate, traceable, and fully aligned with enterprise workflows.
A key strength of 3DEXPERIENCE CATIA Composite Design is its robust ply-based design methodology, enabling engineers to build laminates layer by layer with exceptional precision. Each ply can be defined with exact boundaries, material definitions, thickness, fiber orientations (0°, ±45°, 90°, or custom), and stacking sequences, while zones and groups help manage large and complex components efficiently. The platform provides powerful draping simulation capabilities that allow designers to visualize how composite material behaves on curved or freeform surfaces and automatically adapts ply geometry to minimize wrinkles, overlaps, fiber distortion, and misalignment. This ensures that designs are not only structurally accurate but also realistic for manufacturing conditions.
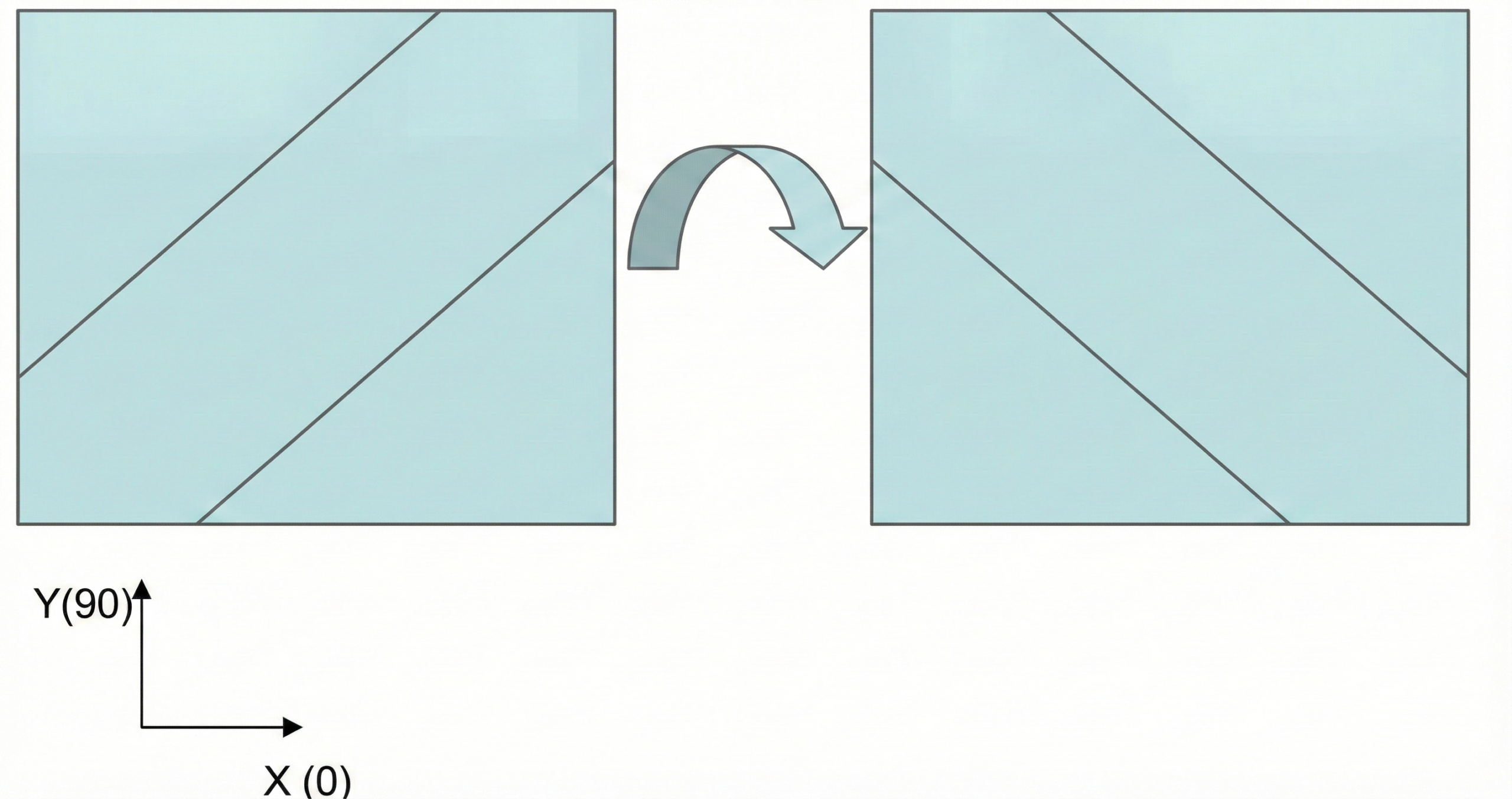
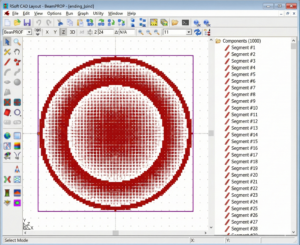
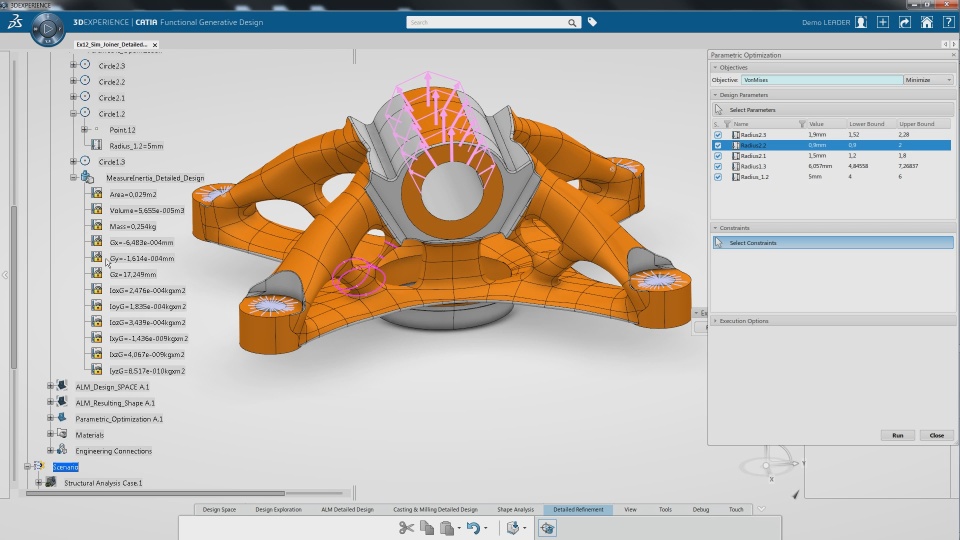
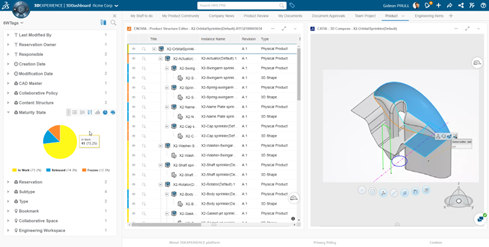
Fig- Ply Fiber Direction
Visualization, validation, and decision-making are significantly enhanced in 3DEXPERIENCE CATIA. Engineers can review laminate buildup step-by-step, analyse thickness variations, verify stack sequences, and evaluate overlaps and gaps with high clarity. Composite grid definitions and fiber direction maps support continuity and precision across complex aerodynamic, structural, or ergonomic surfaces. With the platform’s integrated data management capabilities, every design iteration remains traceable, controlled, and synchronized, reducing the risk of errors and rework while strengthening digital continuity from concept to production.
Another major advantage of 3DEXPERIENCE CATIA Composite Design is its strong alignment with manufacturing needs. The system supports automated flat pattern generation while considering draping effects and real fiber behaviour. Engineers can produce ply books, detailed manufacturing documentation, optimized nesting layouts, and laser projection data to support both manual lay-up and automated fiber placement processes. Through the unified 3DEXPERIENCE ecosystem, manufacturing teams, engineering teams, and suppliers can collaborate seamlessly, enabling faster decision-making, reduced material waste, shorter lead times, and higher production reliability.
From a structural performance perspective, 3DEXPERIENCE CATIA connects seamlessly with SIMULIA tools such as Abaqus for advanced composite analysis. Laminate definitions, stacking sequences, material details, and fiber orientations can be transferred directly for simulation to assess stiffness, load-bearing capability, failure criteria, delamination risks, fatigue performance, and optimization opportunities. This integrated simulation-driven design approach enables engineers to validate concepts early and refine them efficiently within the same platform without losing design intent or data integrity.
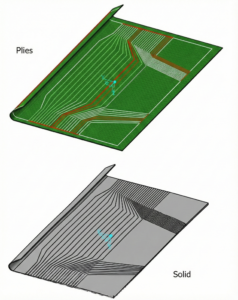
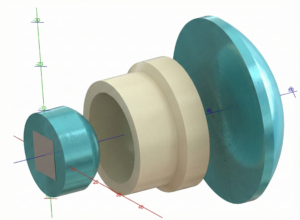
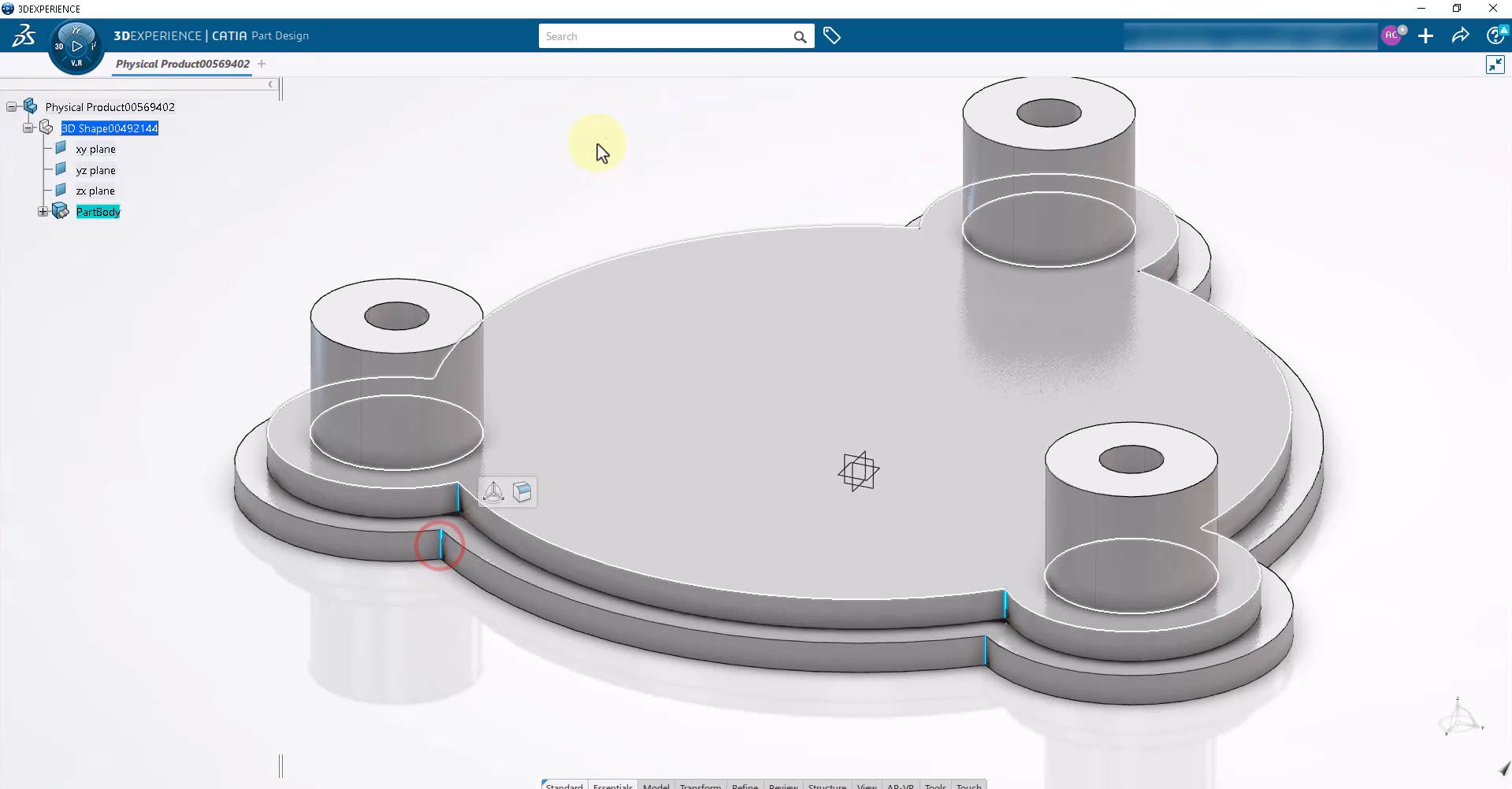
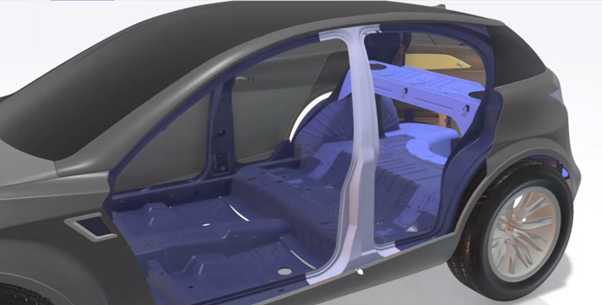
Fig- Solid representation of Plies
In conclusion, 3DEXPERIENCE CATIA Composite Design offers a comprehensive, intelligent, and collaborative environment for engineering composite structures with unmatched accuracy and efficiency. By integrating detailed ply-based modeling, advanced visualization, manufacturability assessment, enterprise collaboration, and simulation connectivity within a single platform, it empowers industries to deliver lighter, stronger, and more reliable composite products. Organizations benefit from reduced development cycles, enhanced product quality, minimized manufacturing risks, and accelerated innovation. For companies looking to master composite engineering while ensuring digital continuity and manufacturing readiness, 3DEXPERIENCE CATIA Composite Design stands as a future-ready and industry-leading solution