| |
|
|
| |
The tool systems department of automotive vehicle manufacturing and engineering services company, Karmann, is using the ICEM Surf software suite as a key part of its tool and die design process in order to improve the quality of production tooling and final vehicle body-in-white components.
For over 100 years, Karmann has been providing world-class vehicle engineering and manufacturing services to the world’s automotive industry. Founded in 1901 by Wilhelm Karmann when he acquired the factory in Osnabrück, Germany, of the coach-builder Christian Klages, the company today has some 7,500 employees around the world who work to satisfy customers’ demands and to contribute to the future of the automobile.
Playing a crucial role in the work that Karmann carries out on vehicles like these for its OEM customers is the ICEM Surf surface modeling, surface model validation and design visualization software suite. For example, in the technical development and design department, ICEM Surf is used to create all Class A surface models for the body skins of vehicles under development, with either 3D scan data from the styling clay model being used as the starting point or with the designers and surface engineers working directly from the 2D styling sketches and renderings.
Meanwhile, in Karmann’s tool systems department, ICEM Surf is used for tool and die face design during development of the production tooling required for stamping out the sheet metal components of the vehicle body-in-white. Most of the time, the work performed by this department forms an integral part of the comprehensive design, development and manufacturing projects that Karmann undertakes for its automotive OEM customers, like DaimlerChrysler, Volkswagen and Porsche. However, the department also offers its tooling development expertise and services to other manufacturers on an individual contract basis.
Jens Schneider, engineering services manager, Wilhelm Karmann GmbH, says, “Using ICEM Surf in the tooling development process has made a major contribution to increased quality of dies and as a result, to the final body shells that we produce for our clients. Furthermore, it has helped us to cut tooling costs by eliminating, or at least greatly reducing the need for re-finishing operations.”
Tool-face design.
With ICEM Surf being used in the technical development and design department, the data provided to the tool systems department is usually ICEM Surf Class A surface model data. However, the department also receives surface data in other formats, such as CATIA V4 and V5, both from external customers and depending on the project, occasionally from within Karmann.
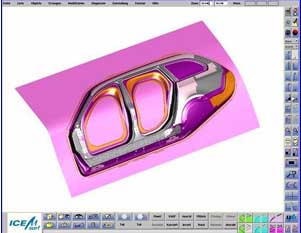
Irrespective of the source and format of the incoming surface data, the first step in the tool development process is to analyse the digital surface model for surface quality and surface properties by reading the data into the ICEM Surf environment and then using the software’s surface diagnosis and analysis facilities. These include zebra-stripe highlights for visually checking surface continuity, as well as mathematical analysis of surfaces for curvature and flatness, with the results being displayed as a colour-coded image.
| Tool-Face Design. |
With ICEM Surf being used in the technical development and design department, the data provided to the tool systems department is usually ICEM Surf Class A surface model data. However, the department also receives surface data in other formats, such as CATIA V4 and V5, both from external customers and depending on the project, occasionally from within Karmann.
Irrespective of the source and format of the incoming surface data, the first step in the tool development process is to analyse the digital surface model for surface quality and surface properties by reading the data into the ICEM Surf environment and then using the software’s surface diagnosis and analysis facilities. These include zebra-stripe highlights for visually checking surface continuity, as well as mathematical analysis of surfaces for curvature and flatness, with the results being displayed as a colour-coded image.

Surface clusters can also be analyzed for levelling, with any deviations displayed as a vector mesh or colour ‘map’ along with the minimum and maximum deviation in numeric values. It is also possible to quickly and easily globally blend surfaces together in order to fill any gaps between surface units, maintaining tangency and curvature, as required.
Once this process of analyzing the surface model has been completed, the tool face design process begins in earnest.
The design of the individual body-in-white components and their fixings will have been defined previously by Karmann’s technical development and design department, or the external customer, as appropriate, and signed off. So the part data relating to surface curvature values cannot be changed by the tool systems department. However, if a slight curvature was detected on a surface during the analysis stage, then over-crowning will be required in the tool face design to allow for the spring-back behaviour of sheet metal after the pressing process
This over-crowning is performed in ICEM Surf. The engineer defines positions on the surface model where form changes should be performed, along with a strike direction for each position. The surface units are then automatically changed to the new positions, with the surrounding geometry being adjusted accordingly while maintaining the original design intent, as per the released data. A ‘morphing’ process enables the engineer to then compare the over-crowned model with the original to ensure the finished pressing will be as designed.
A similar process is performed on other areas of the component model, for example flanges and complex poly-surfaces, during the initial production process as well as during the further correction loops in the overall tool and die production process. This again is to compensate for any spring-back that may occur in the final die-stamped production sheet metal parts.
Where deep drawn parts are involved, the .stl facet data produced by deep drawing simulation programs, such as the Autoform DieDesigner used by Karmann, is read into the ICEM Surf environment where it can be re-processed to create surface model data that can then be used directly in the die face development and subsequent NC tool-path generation processes.
|
| Quality Benefits |
Apart from these engineering-oriented capabilities of ICEM Surf, an important aspect of its use for tool face design at Karmann is that the software has been developed specifically for the generation of Class A surface data, i.e. the very high quality of surface model demanded by today’s automotive vehicle designers and manufacturers. As a result, the final surface data describing the tool face that is generated in ICEM Surf is of a very high quality. Consequently, once it has been transferred, usually via CATIA, to the Tebis or WorkNC CNC 3D milling tool-path programming software used by Karmann, the resultant milled face of the die is of a similarly high quality and needs very little, if any hand or other finishing operations

As mentioned earlier, the modified surface model data required for tooling is compared with the original released design data before tool production commences in order to ensure that, as far as is possible at that stage, the final tooling will produce the parts to the required standard. Nevertheless, final quality assurance is performed by physically checking the first production parts against the design data supplied by the technical development and design department.
As Karmann’s Jens Schneider readily testifies, this use of ICEM Surf in the production tooling design and development process has provided the automotive vehicle manufacturer – and its customers - with a number of very real benefits
For example, the surface model analysis and advanced surface manipulation capabilities of ICEM Surf enable manufacturing issues to be fully taken into account in the tool face development process, while the ability of the software to generate the highest quality of surface model – the Class A surface – means that the face of the final production tooling is of the highest possible quality, straight off the milling machine.
This has cut both the time needed for and the costs associated with developing and manufacturing press tools at Karmann, meaning that the company is able to stay ahead of its competitors.
Perhaps more importantly though, the increased quality of tooling has enabled Karmann to considerably increase the quality of the final body shell pressings that it produces for its customers. And that benefits everyone concerned.
|
For more information call 99455 05415 or mail to marketing@edstechnologies.com |
|
|